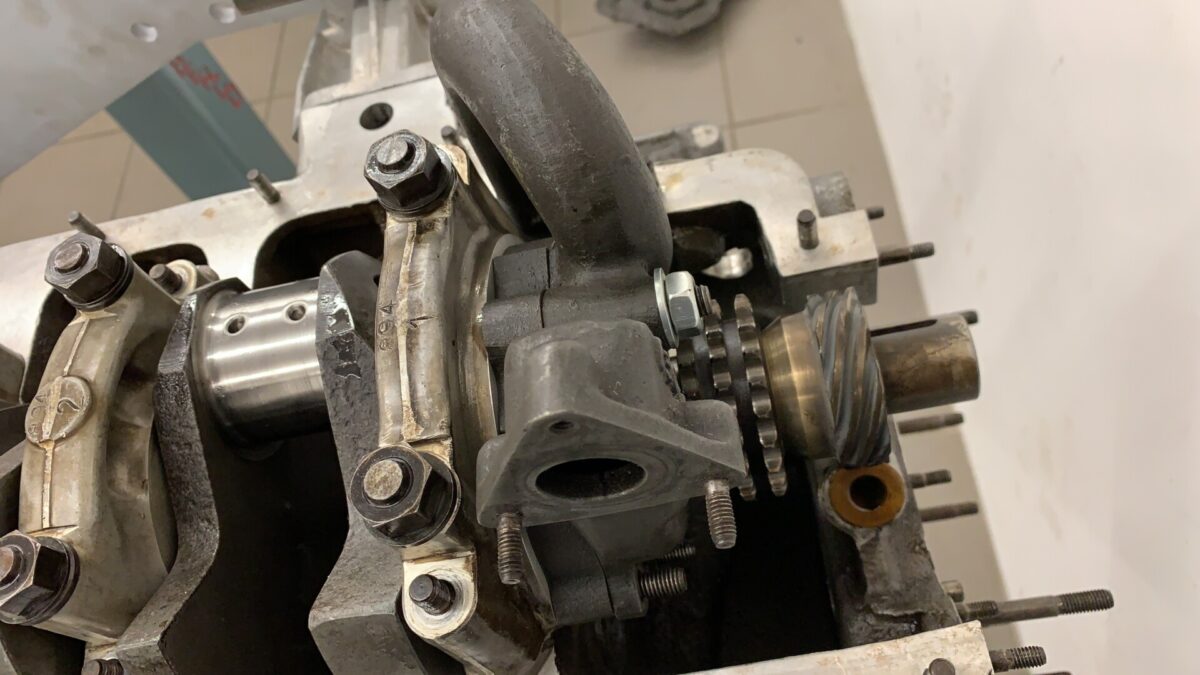
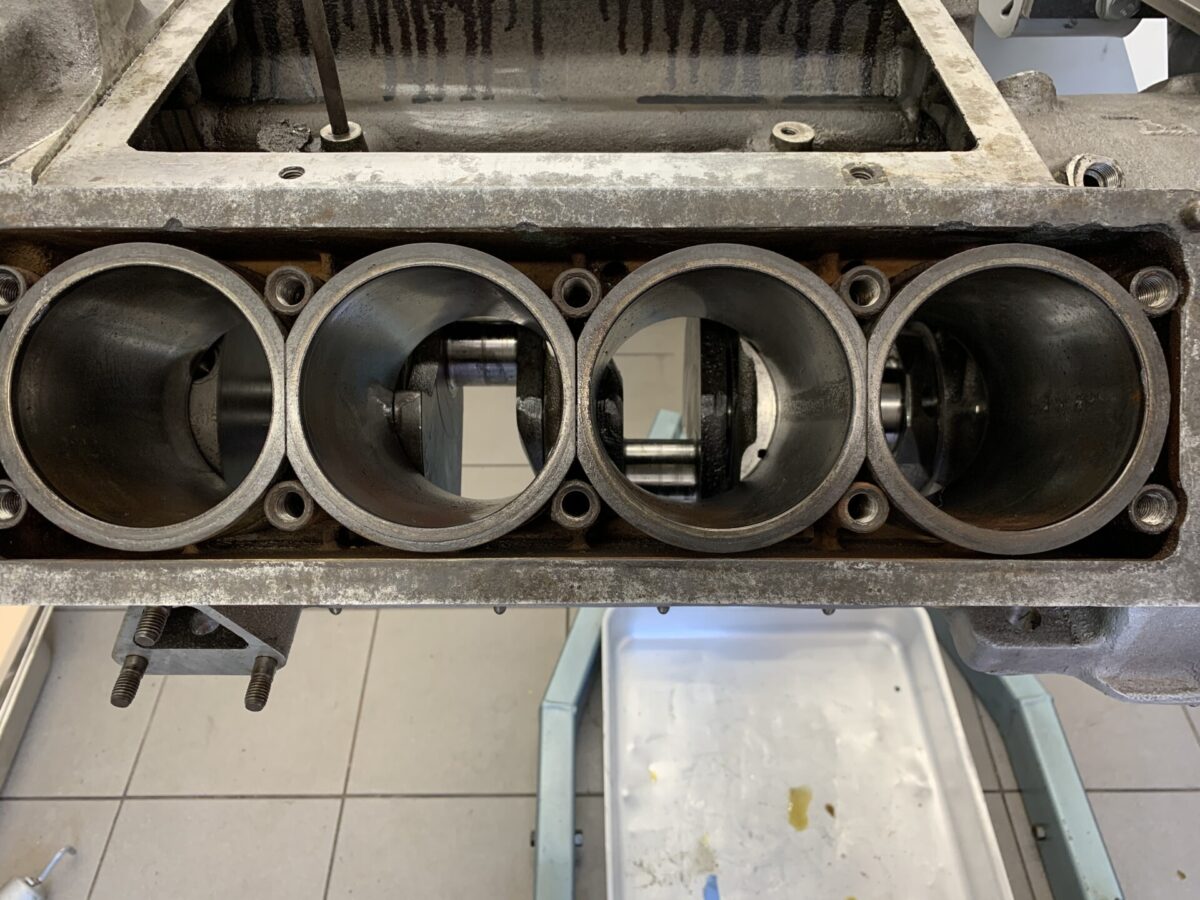
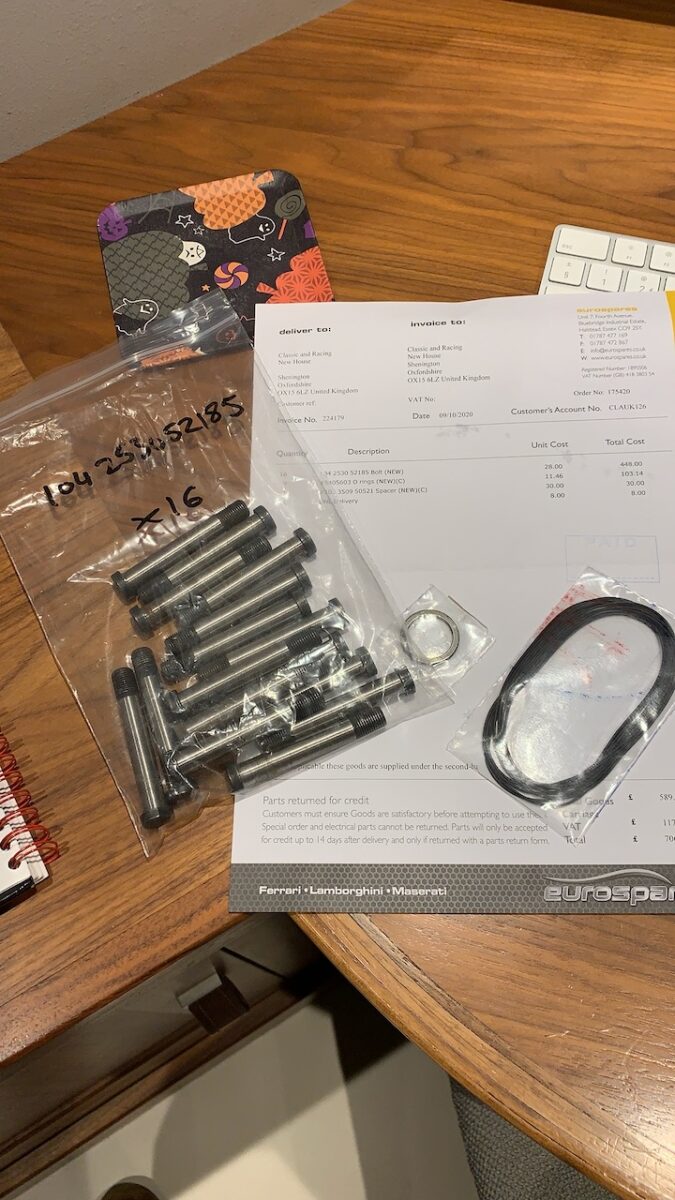
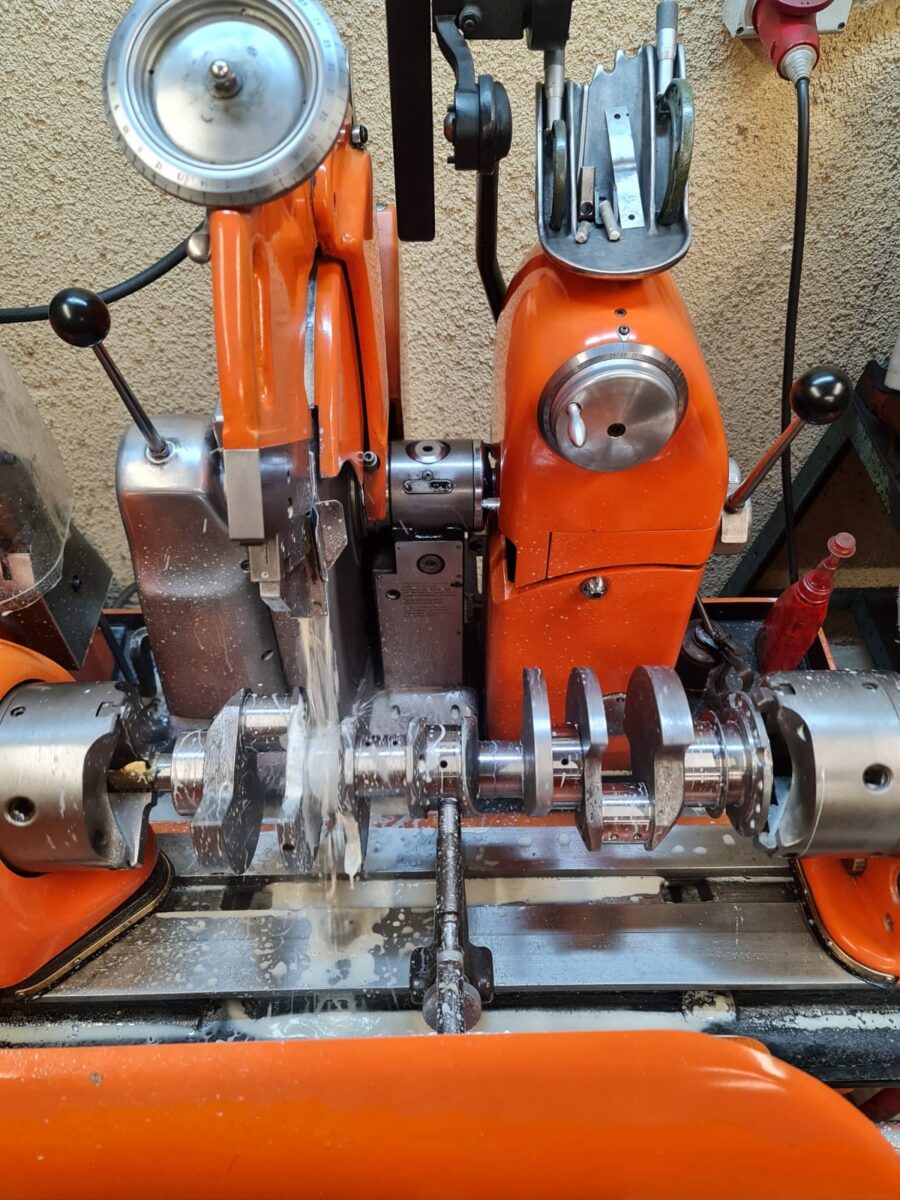
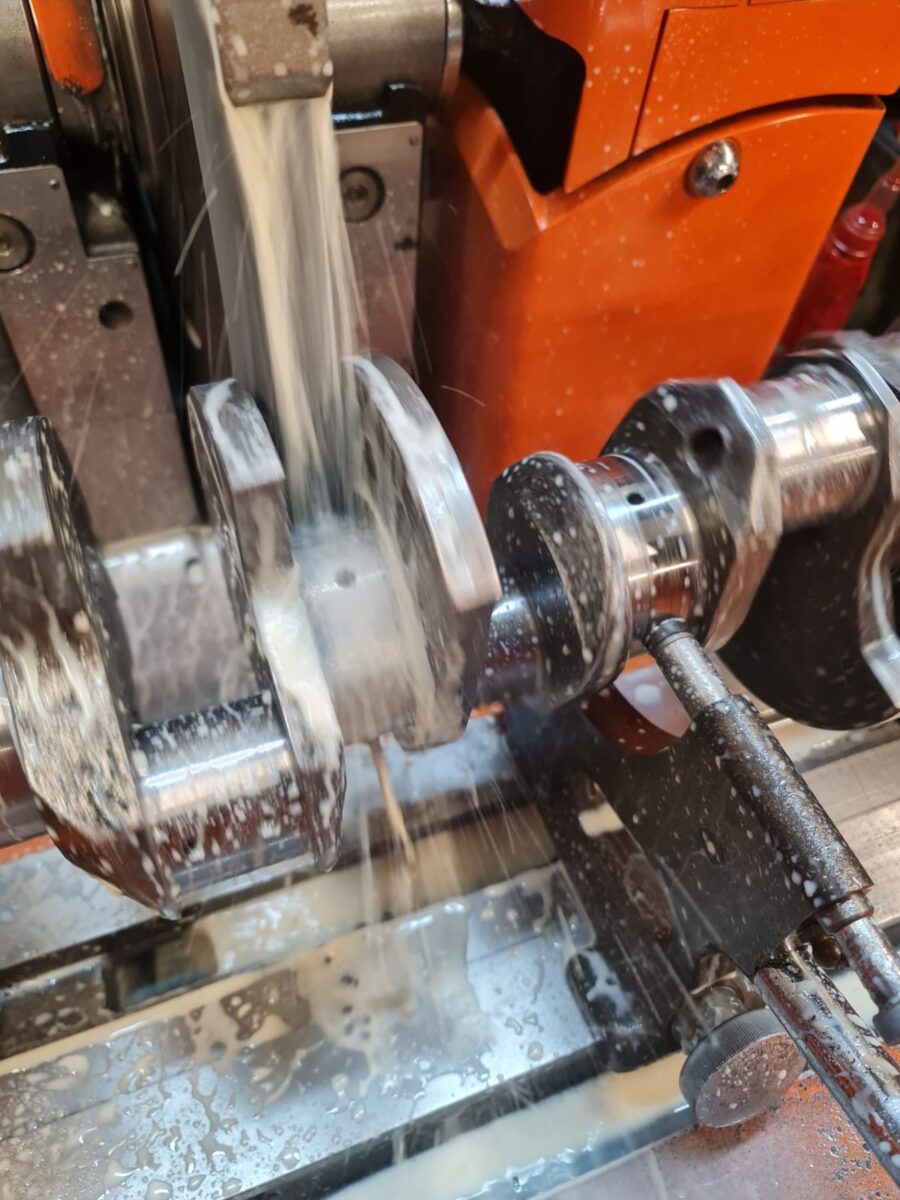
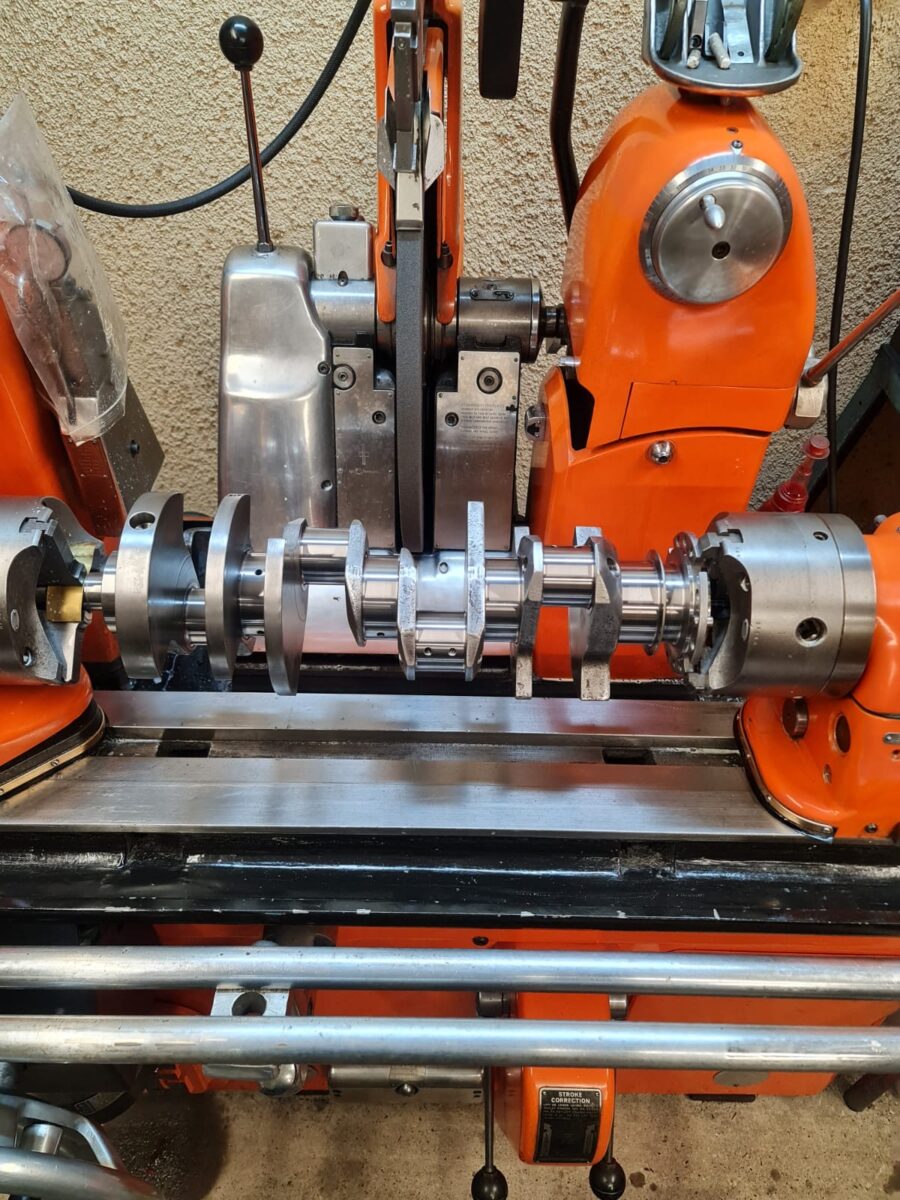
The crankshaft has ground up to 0.010″ undersize so now the bearings can be ordered. It has been previously NDT’d so good from a crack perspective. Next part is balancing, but due to the incomplete project no flywheel bolts and nuts were supplied and are M9 specials.
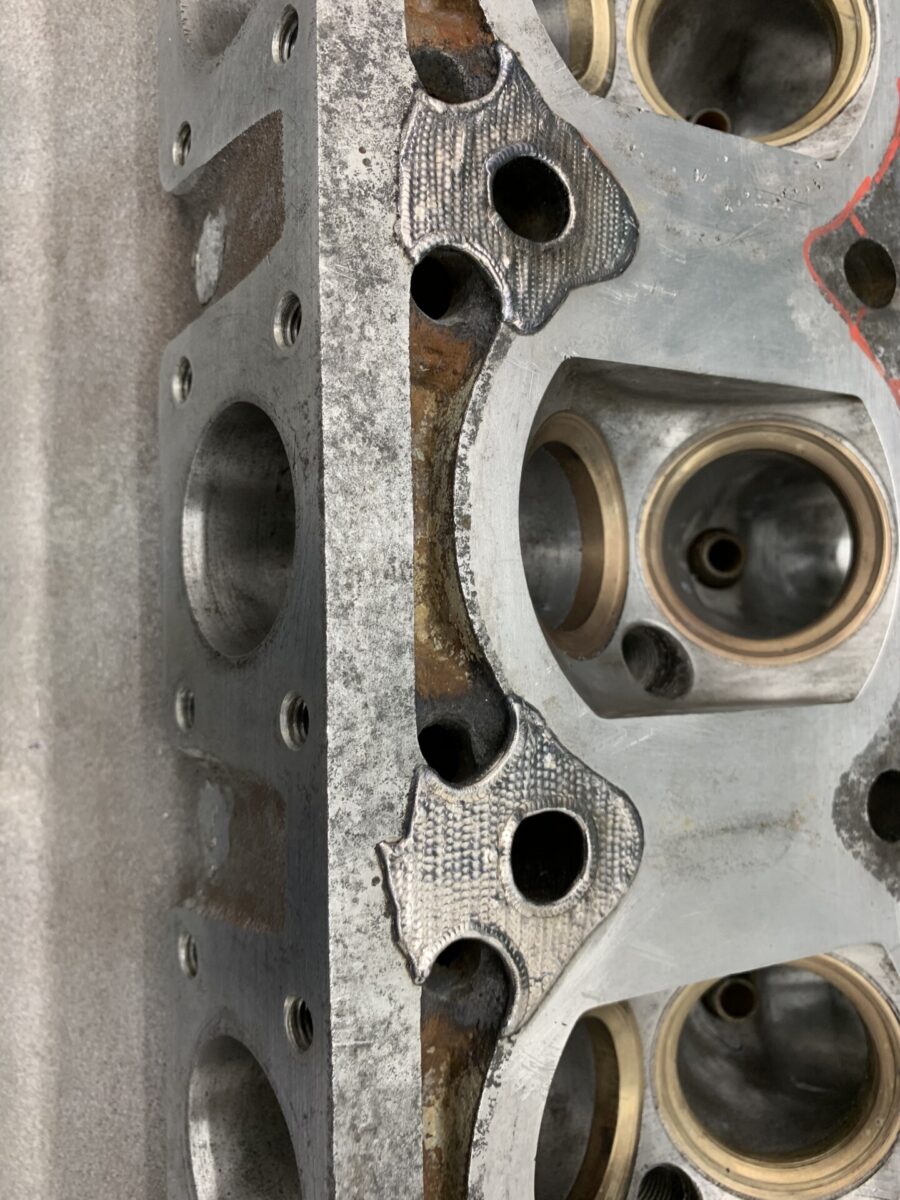
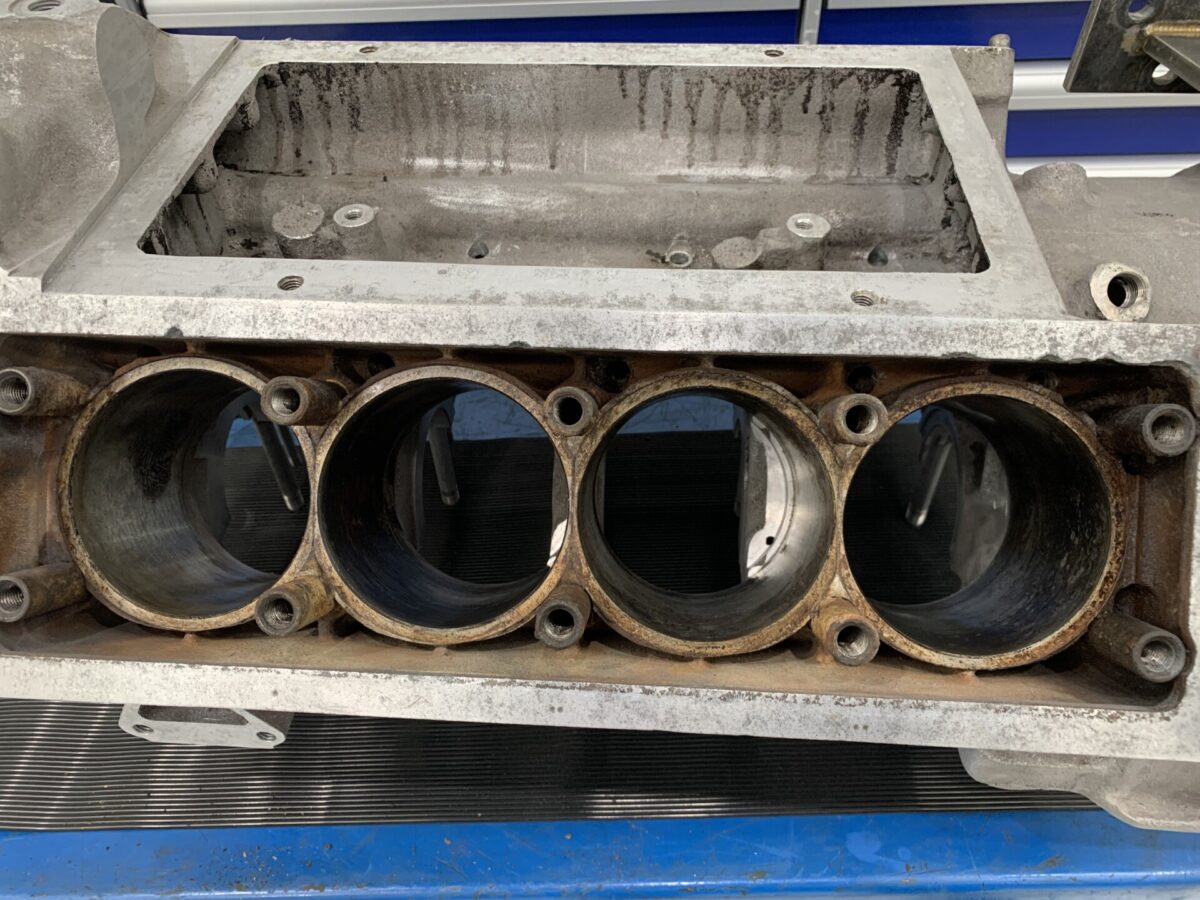
Awaiting parts before crankshaft balancing and engine block machining can take place.